






Заклепки ГОСТ, ОСТ, ТУ
Настоящие стандарты распространяются на заклепки класса точности В и С, предназначенные для работы при температуре от плюс 300 до минус 60°С.
Как правильно клепать заклёпки из стали, меди, латуни, алюминия, нержавейки?
Для заклепки с потайной головкой ГОСТ 10300-80 рекомендуется, чтобы стержень заклепки выступал на 0.8-1.2 мм диаметра.
Для заклепки с полукруглой головкой ГОСТ 10299-80 на 1.2-1.5 мм диаметра.
Также, важно учитывать, что диаметр отверстия нужно принимать больше диаметра стержня. При заклепке 5-8 мм на 0.2мм, при заклепке 1-5 мм на 0,1 мм. Также практически все заклепки меньше диаметром, например диаметр по ГОСТ равен 5 мм, а фактический будет 4,9 мм.
Еще полезным инструментом при заклеповании является "натяжка" - кусок трубы с большим внутренним диаметром, чем у стержня заклепки. Применяют чтоб плотно насадить листы или детали на заклепке. В ней нет необходимости, но является очень полезной.
По горячей/холодной клепке, есть рекомендации для производства - для клепки 8-36мм предпочтительна горячая клепка. Смотрите здесь Заклепка стальная под молоток по ГОСТ
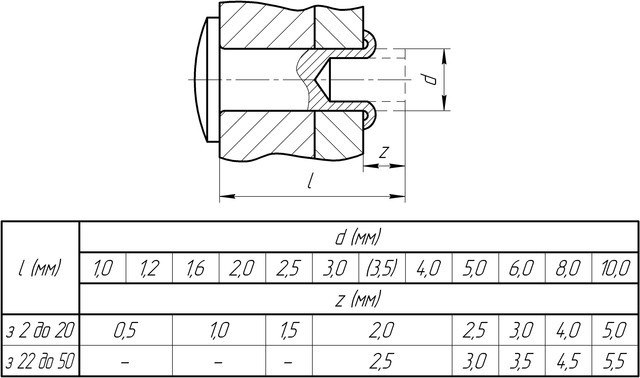
Таблица расклепывания для ГОСТ 12641, а также основа для других ГОСТов

Хотите оставить заявку? Напишите или позвоните нам!